Email: hp@hpfluid.com Tel: 0086-18019736555
Email: hp@hpfluid.com Tel: 0086-18019736555
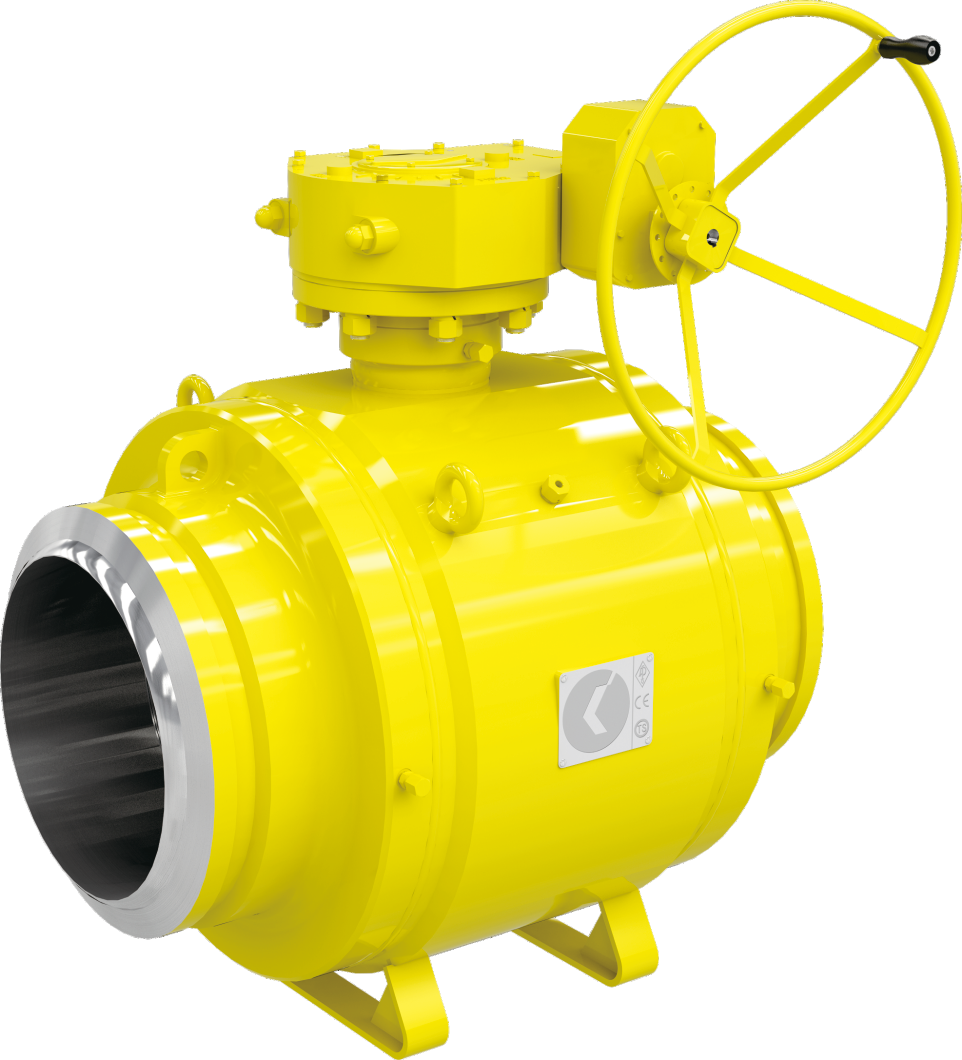
The fully welded ball valve is designed and manufactured in compliance with GB, DIN, API, ASME and other relevant standards. It adopts an advanced forged steel spherical body and a fully welded structure with a single longitudinal weld seam. Equipped with a PMSS seat, the valve effectively ensures sealing performance and is widely used in key applications such as long-distance natural gas pipelines, urban loop networks, pressure regulating stations, and oil product transmission and distribution systems.
Design and Manufacturing Features
The fully welded ball valve is designed and manufactured in accordance with API 6D. Testing and inspection are performed per API 6D. Fire test complies with API 607 and BS 6755.
Two body types are available: cylindrical body fully welded ball valve and spherical body fully welded ball valve.
Sealing system:
Primary seal: metal seal
Secondary seal: non-metallic seal
For nominal pressure Class 600 (10.0 MPa) and below, the secondary non-metallic seal uses Viton‑AED.
For pressures above Class 600 (10.0 MPa), materials such as Devlon, PEEK and all‑metal seals are applied.
The fully welded ball valve is designed and manufactured in compliance with GB, DIN, API, ASME and other relevant standards. It adopts an advanced forged steel spherical body and a fully welded structure with a single longitudinal weld seam. Equipped with a PMSS seat, the valve effectively ensures sealing performance and is widely used in key applications such as long-distance natural gas pipelines, urban loop networks, pressure regulating stations, and oil product transmission and distribution systems.
The fully welded ball valve is designed and manufactured in accordance with API 6D. Testing and inspection are performed per API 6D. Fire test complies with API 607 and BS 6755.Two body types are available: cylindrical body fully welded ball valve and spherical body fully welded ball valve.
Sealing system:
Primary seal: metal seal
Secondary seal: non-metallic seal
For nominal pressure Class 600 (10.0 MPa) and below, the secondary non-metallic seal uses Viton‑AED.For pressures above Class 600 (10.0 MPa), materials such as Devlon, PEEK and all‑metal seals are applied.
In accordance with API 607 / BS 6755, in case of fire, the non‑metallic secondary seal will decompose or fail at high temperatures. The primary metal seal will immediately contact the ball to provide tight shut‑off. The unique dual‑seal seat structure ensures reliable fire‑safe performance.
An anti‑static device with springs and contact balls provides a conductive path between the ball and the body through the stem. Static electricity generated by friction during operation is discharged to the ground, preventing fire or explosion hazards caused by static sparks.
If leakage occurs due to damage to the seat or stem seals, emergency sealant can be injected through the sealant injection valve to achieve instant sealing. During normal operation, lubricant can be injected to lubricate the stem and ball surface, ensuring smooth and low‑torque operation.
Provides Double Block & Bleed function, isolating media from both directions.
Automatic pressure relief: overpressure in the body cavity caused by thermal expansion is automatically relieved to the low‑pressure side.
Provides Double Block function, isolating media from both directions.
No automatic cavity relief; a pressure relief valve must be installed to discharge abnormal cavity pressure.
Provides Double Block function, isolating media from both directions.
Directed automatic pressure relief: overpressure in the body cavity is automatically relieved to the upstream side.
The top flange is designed in accordance with ISO 5211, allowing easy mounting of any type of actuator using brackets and couplings.
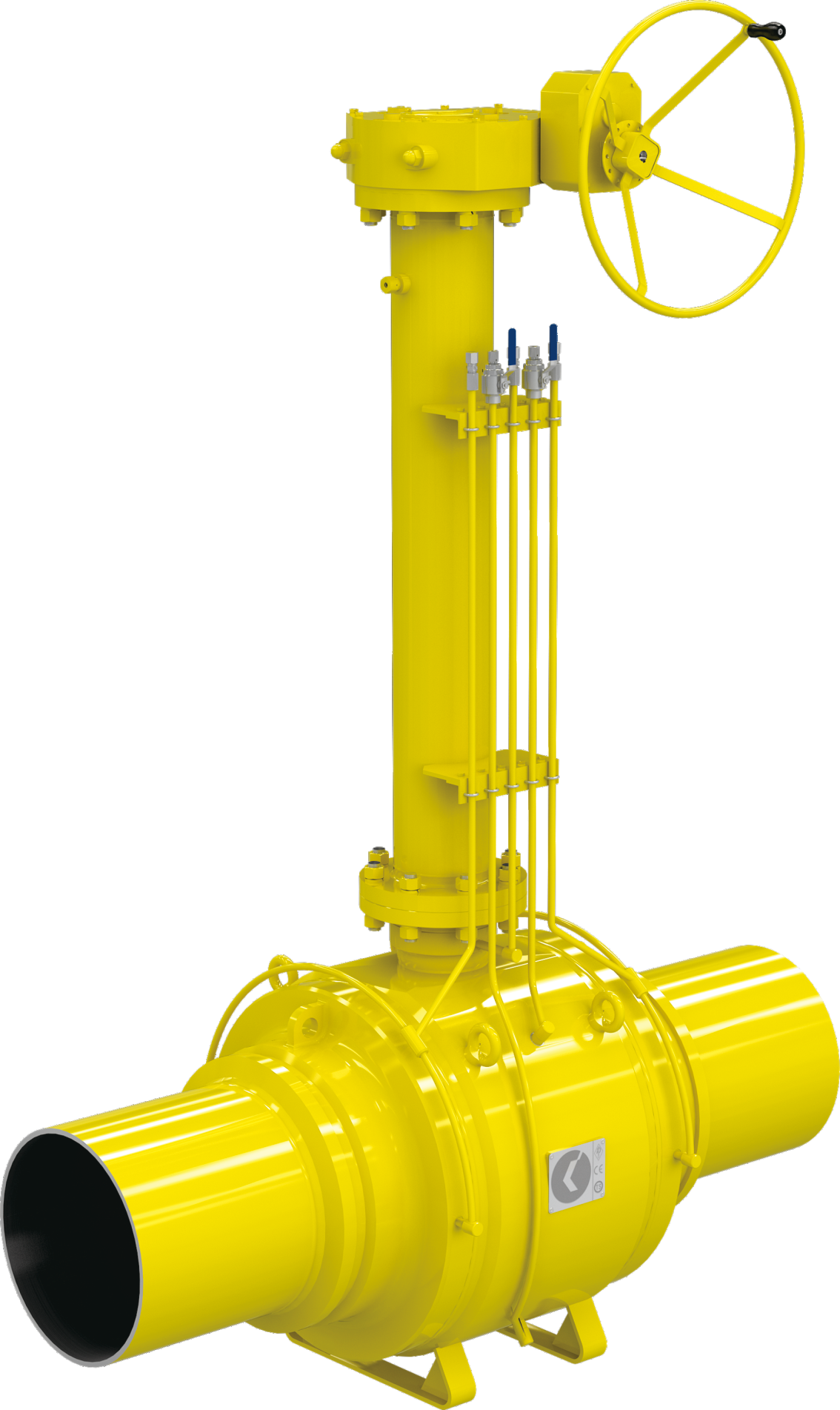
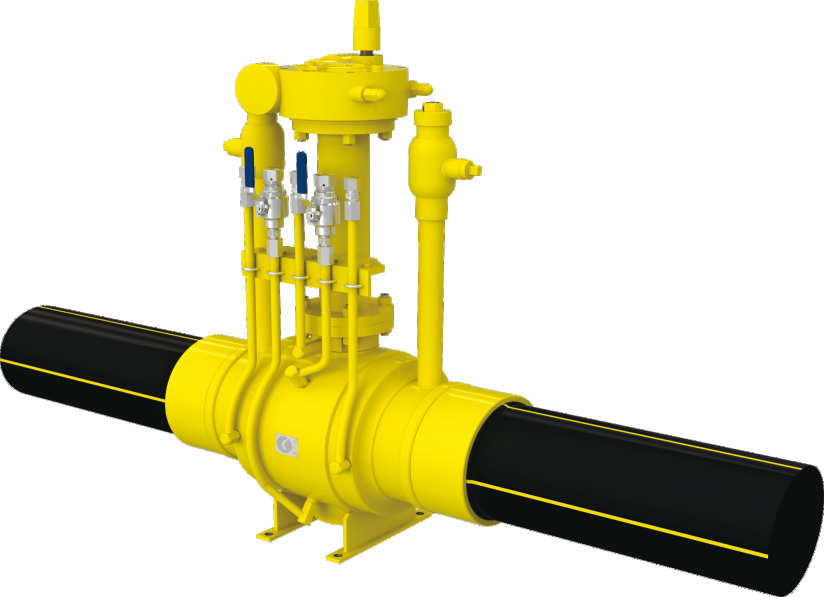
For buried service, the stem can be extended according to installation and operation requirements (custom lengths available). Drain lines, vent lines and emergency sealant lines are extended to grade level for convenient maintenance. The valve exterior is coated with corrosion‑resistant materials such as asphalt, polyurethane or epoxy to suit buried service conditions.
For low‑temperature applications, an extended bonnet increases the distance between the body and the stem seal area, protecting seals from extreme temperatures. Length complies with standards or customer specifications.
The valve features a three‑piece side‑entry forged and welded structure, which reduces excessive operating torque caused by high sealing loads. The ball has a mirror‑finish surface and is fitted with self‑lubricating bushings, ensuring very low operating torque even at maximum pressure.
The left, right and center sections are joined using narrow‑gap multi‑layer submerged arc welding. Special welding flux ensures stable arc performance and excellent slag removal. Weld deposits feature fine microstructure and high toughness. All welds undergo 100% ultrasonic testing (UT) and hardness testing to ensure welding quality.
The valve body and internal components are optimized via finite element analysis. FEA simulates body strength, internal part loading and stem torque under various working conditions. Potential weak points are strengthened to ensure reliable and superior performance.



Contact: LISA.YU
Phone: 0086-18019736555
Tel: 0086-18019736555
Email: hp@hpfluid.com
Add: No.999,zhongqiang Road,Maogang Industrial Zone,Songjiang District,Shanghai,China